Metal chemical heat treatment technology
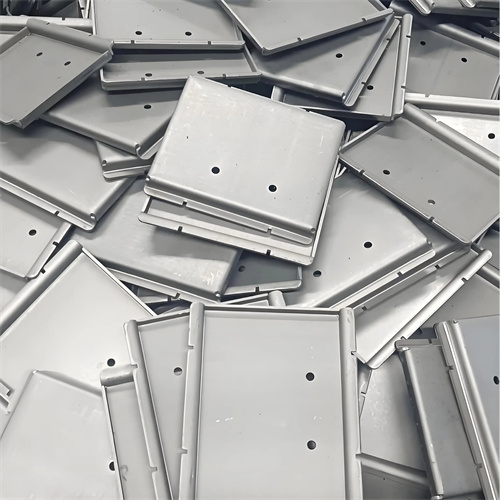
Chemical heat treatment of metals involves placing a metal workpiece in a specific chemical medium and, at a specific temperature, allowing certain elements in the medium (such as carbon, nitrogen, boron, and chromium) to penetrate the workpiece’s surface, thereby changing the surface’s chemical composition and microstructure, ultimately improving surface properties. Unlike processes such as surface quenching, which only alter the surface’s microstructure, chemical heat treatment simultaneously alters the surface’s chemical composition, effectively improving properties such as surface hardness, wear resistance, corrosion resistance, and fatigue strength. For example, carburizing imparts a high carbon content to the surface of low-carbon steel, resulting in a highly hard surface after quenching while retaining excellent toughness at the core. This process is widely used in gears, bearings, and other parts subject to heavy loads and friction.

There are many types of metal chemical heat treatment technologies. Depending on the different infiltrating elements, they can be divided into carburizing, nitriding, boronizing, chromizing, aluminizing, etc. Carburizing is one of the most commonly used chemical heat treatment methods, which can be divided into gas carburizing, liquid carburizing and solid carburizing. Gas carburizing heats the workpiece in a carbon-containing gas (such as methane or propane) to allow carbon atoms to penetrate the surface layer. This method has the advantages of fast penetration and uniform penetration layer. Liquid carburizing immerses the workpiece in a molten carbon-containing salt bath and is suitable for batch processing of small parts. Solid carburizing uses active carbon atoms produced by solid carburizing agents such as charcoal for carburizing. The equipment is simple but the penetration rate is slow. Nitriding treatment is to penetrate nitrogen atoms into the metal surface to form hard nitrides, which can significantly improve the surface hardness and wear resistance. The treatment temperature is low (generally 500-600℃), the workpiece deformation is small, and it is suitable for precision parts.

The chemical heat treatment process typically includes pretreatment, penetrant preparation, heating and holding, cooling, and post-treatment. Pretreatment requires cleaning and degreasing the workpiece to remove surface oil and impurities to ensure good contact between the penetrant and the workpiece surface. Penetrant preparation involves selecting a suitable medium based on the type of heat treatment and adjusting its composition and activity. Heating and holding are key steps, requiring the workpiece to be heated to a specific temperature (usually 800-1000°C, with nitriding temperatures being lower) and maintained for a sufficient time to allow the active atoms to fully penetrate the surface and form a thick layer. The cooling method is determined by the material and performance requirements, and can be air cooling, furnace cooling, or oil cooling. Post-treatment includes cleaning and tempering to eliminate internal stress and stabilize the properties of the layer.
Metal chemical heat treatment technology has significant performance advantages, but also has some limitations. Its main advantages include: significantly improving surface hardness, wear resistance and corrosion resistance while maintaining core toughness to meet the comprehensive performance requirements of parts; the infiltration layer is firmly bonded to the matrix, not easy to fall off, and has a long service life; different infiltration elements can be selected according to different usage requirements to achieve customized performance. However, chemical heat treatment also has some shortcomings, such as long treatment cycle and low production efficiency; the control of process parameters (such as temperature, time, and penetrant composition) is complex and has high requirements for equipment; some penetrants (such as cyanide) are toxic and require strict environmental protection measures.
With the development of industrial technology, metal chemical heat treatment technology continues to innovate and improve. The development of new environmentally friendly carburizing agents has reduced the use of toxic substances. For example, the application of cyanide-free carburizing and low-temperature nitriding technologies has reduced environmental pollution. The introduction of computer simulation technology has enabled the prediction of the carburized layer formation process and the optimization of process parameters, improving the stability of treatment quality. The development of vacuum chemical heat treatment technology has reduced oxidation and decarburization, improving the quality of the carburized layer. In the future, metal chemical heat treatment technology will develop in the direction of high efficiency, environmental protection, and precision. It will be combined with other surface treatment technologies to form a composite treatment process to further improve the performance of metal parts and meet the needs of high-end equipment manufacturing.
