Blanking die process analysis
Blanking die process analysis is a crucial preparatory step before blanking production. It aims to determine a reasonable blanking process plan through comprehensive research into part structure, material properties, and precision requirements, providing a basis for die design and manufacturing. The core task of process analysis is to determine the blanking feasibility of the part, optimize process parameters, reduce production costs, and improve production efficiency. Specifically, process analysis must cover factors such as part geometry, dimensional accuracy, surface quality, material properties, and production batch size. Through comprehensive evaluation, a cost-effective blanking process route can be developed.

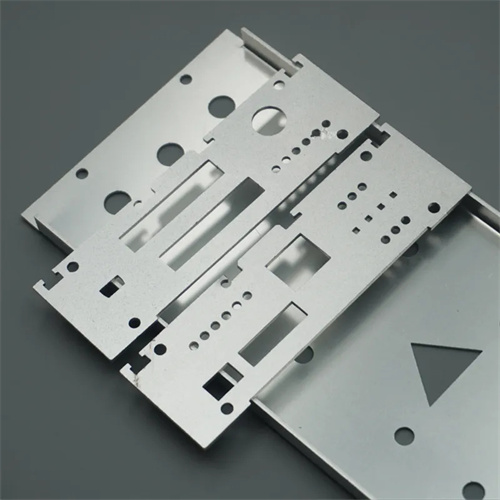
The geometry of the part is the primary consideration in blanking die process analysis, directly influencing the die structure and the arrangement of the blanking process. For parts with simple shapes, such as circles and rectangles, single-step blanking is generally suitable. For parts with complex shapes or multiple holes or slots, multi-step blanking requires the use of continuous or compound dies. Sharp corners should be avoided as much as possible on the internal and external contours of the part. If sharp corners exist, they should be rounded during design to reduce stress concentration on the die cutting edge and extend die life. Furthermore, the hole margin and hole spacing of the part must also meet the blanking process requirements. Generally, the hole margin should not be less than the sheet thickness, otherwise it can easily cause deformation or cracking of the hole edges. For example, for a 2mm thick steel plate, the hole margin should be at least 2mm to ensure stability during the blanking process.
Material properties have a significant impact on the stamping process. Different materials have different strength, plasticity and hardness, which directly determine the size of the blanking force, the degree of die wear and the quality of the blanked parts. In process analysis, parameters such as material grade, thickness, tensile strength, yield strength, etc. need to be clarified. For materials with good plasticity such as low carbon steel, the plastic deformation is sufficient during punching, the cross-section quality is good, and the burrs are small; for materials with high strength and poor plasticity such as high carbon steel and stainless steel, cracks are easily generated during punching, and the cross-section is rough, requiring a larger punching gap and higher mold hardness. The thickness of the material is also a key parameter in process analysis. Punching thick sheets requires greater punching force and a more robust die structure, while punching thin sheets requires higher die guidance and positioning accuracy to prevent wrinkling or deflection of the sheet.

The precision requirements of parts include dimensional accuracy, shape accuracy and surface quality, which directly affect the selection of blanking process and the precision level of the mold. The dimensional accuracy of blanking parts can generally reach IT8-IT10 level. If the parts require higher precision (such as IT6-IT7 level), it is necessary to adopt a precision blanking process, which can be achieved by reducing the blanking gap, increasing the back pressure and other measures. Shape accuracy mainly refers to the flatness and verticality of the parts. For parts with high flatness requirements, a pressing device must be installed in the mold to prevent the sheet from bending and deforming during the blanking process. Parts with high surface quality requirements, such as contact pieces of electronic components, must ensure that the cross-section is free of burrs and scratches during blanking. Therefore, sharp mold edges and good lubrication conditions are required. If necessary, a special unloading and ejection device should be installed in the mold to avoid scratches on the workpiece surface.
Production batch and production method are important factors in determining the blanking process plan. For large-scale production, continuous or compound dies should be used to achieve automated production and improve production efficiency. For small and medium-sized batches, simple or combination dies can be used to reduce mold costs. In automated production, the sheet metal feeding method, such as automatic coil feeding or sheet feeding, must also be considered, and the appropriate feeding mechanism and positioning device must be designed. Furthermore, process analysis must consider the capabilities of the production equipment. The appropriate press should be selected based on the blanking force, ensuring that the equipment’s tonnage, stroke, and worktable dimensions meet the blanking process requirements. For example, for a process with a blanking force of 500kN, a press with a tonnage of at least 630kN should be selected to ensure production safety and equipment life.
