Blanking process and die design and manufacturing
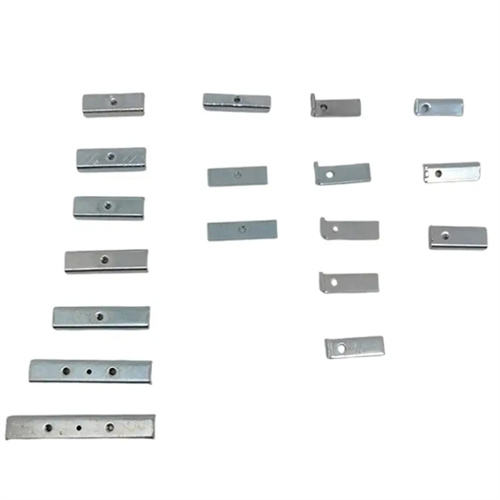
Blanking processes and die design and manufacturing are important components of the field of metal plastic processing. Their core is to apply shear force to sheet metal through dies to achieve material separation and shaping, thereby obtaining parts with specific shapes and sizes. Blanking processes are widely used in industries such as automotive manufacturing , electronics, and aerospace, and cover a variety of processes such as blanking, punching, cutting, and trimming. Blanking and punching are the two most basic forms. Blanking is used to obtain workpieces with a certain shape, while punching is used to machine the desired hole shape on the workpiece. The quality of the blanking process directly affects the progress of subsequent processes. Therefore, during the design process, it is necessary to comprehensively consider factors such as material properties, part precision requirements, and production batches to select an appropriate process solution.
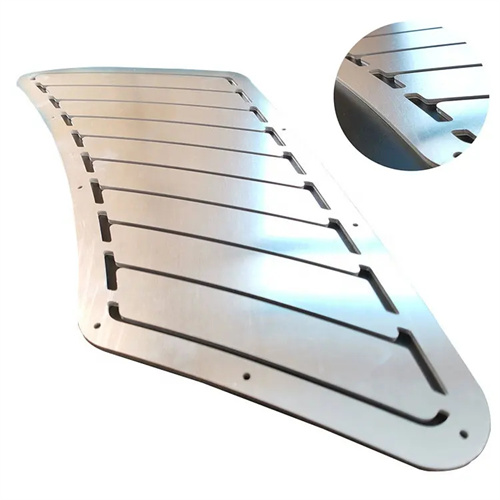
The design of a blanking die is crucial for ensuring the smooth execution of the blanking process. Its structural components primarily include the punch, die, positioning device, discharge device, and guide devices. The punch and die are the core working components of the die. The size and shape of their cutting edges directly determine the size and profile of the blanked part. During design, reasonable cutting edge clearances and tolerances must be determined based on the part’s dimensional accuracy requirements. Positioning devices ensure the correct positioning of the sheet metal within the die. Commonly used devices include stop pins, guide plates, and positioning plates. Positioning accuracy directly impacts the dimensional consistency of the blanked part. The discharge device removes the workpiece or scrap from the punch after blanking to prevent it from interfering with the next blanking operation. Common types include rigid and elastic discharge plates. The elastic discharge plate is suitable for thin materials and applications requiring high precision, effectively reducing workpiece deformation. Guide devices, such as guide pins and sleeves, ensure the relative positioning accuracy of the punch and die during operation, thereby improving the die’s service life and the quality of the blanked part.
The manufacturing process of blanking dies has a significant impact on the performance of the die. The manufacturing process usually includes blank processing, heat treatment, precision machining, assembly and debugging. In the blank processing stage, forging or casting methods are used to obtain the initial shape of the die parts. Forging can improve the internal structure of the metal material and increase the strength and toughness of the die, making it suitable for punches and dies with higher requirements. Heat treatment is a key process in die manufacturing. Through quenching and tempering treatment, the working surfaces of the punch and die reach a high hardness (generally HRC58-62), while ensuring that their core has a certain toughness to avoid brittle fracture during use. In the precision machining stage, methods such as grinding, electrical discharge machining, and wire cutting are used to ensure the dimensional accuracy and surface roughness of the die parts. Among them, wire cutting is suitable for edge machining of complex shapes and can achieve higher machining accuracy.

Optimization of blanking process parameters is an important means to improve blanking quality and production efficiency, mainly including blanking force, punching speed, lubrication conditions, etc. The calculation of blanking force needs to be determined based on the shear strength of the material, the blanking circumference and the thickness of the sheet. Its size directly affects the selection of stamping equipment. Excessive blanking force will increase the equipment load, while too small may result in incomplete blanking. The stamping speed should be adjusted according to the plasticity and thickness of the material. For materials with good plasticity, a higher speed can be used to improve production efficiency; for brittle materials, the speed needs to be reduced to avoid cracks. Good lubrication conditions can reduce the friction between the mold and the sheet, reduce the blanking force, and extend the life of the mold. Commonly used lubricants include mineral oil, emulsion, etc. The appropriate lubricant needs to be selected according to the material type and punching speed.

The development trend of blanking technology and molds shows the characteristics of intelligence, precision and efficiency. With the development of computer technology, CAD/CAE/CAM technology has been widely used in mold design and manufacturing. Through three-dimensional modeling and finite element analysis, problems that may occur in the blanking process can be predicted during the design stage, the mold structure and process parameters can be optimized, and the number of mold trials can be reduced. The development of precision blanking technology has enabled the dimensional accuracy of blanking parts to reach IT6-IT7 level, and the surface roughness to be as low as Ra1.6-0.8μm, meeting the production needs of high-precision parts. The application of high-speed stamping technology has enabled the stamping speed to reach hundreds or even thousands of times per minute, significantly improving production efficiency. In addition, the promotion of modular mold design and rapid mold change technology has shortened the mold design and manufacturing cycle and adapted to the needs of multi-variety and small-batch production.
