Design of Multi-station Bending and Flanging Progressive Die
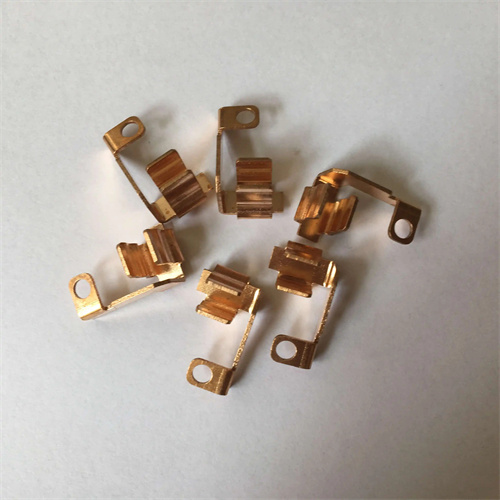
The multi-station bending and flanging progressive die design is an efficient die technology that integrates bending forming and flanging processing. It is suitable for parts with complex folding and hole flanging features, such as automobile door hinges, dashboard brackets, etc. All processes from flat blanks to finished products can be completed in the continuous stamping process. The production cycle can reach 80-200 pieces per minute, and the verticality error of parts is controlled within 0.05mm/m. In the early stage of design, the process combination needs to be determined through process decomposition. The flanging process is usually arranged after bending to avoid the material flow during bending affecting the flanging size. For example, L-shaped parts with hole flanging need to complete 90° bending first, and then perform hole flanging to ensure uniform flanging height. For low-carbon steel parts with a material thickness of 1-3mm, the diameter of the prefabricated hole of the flanging is calculated according to the formula d0=d-2h (d is the diameter after flanging, h is the flanging height) to ensure that the material does not break during the flanging process.

The mold structure consists of a bending module, a flanging module, a feeding system, a positioning device and an auxiliary mechanism. The bending punch is made of Cr12MoV steel with a quenching hardness of HRC58-62. The working surface is super-finely ground with a roughness of less than Ra0.4μm. A negative gap of 0.05-0.1mm is set at the bending corner to compensate for material rebound; the flanging punch is made of W18Cr4V high-speed steel, and the head fillet radius is 0.5-1 times the material thickness to avoid cracks during flanging. The flanging die adopts a split structure, consisting of a wear-resistant block and a matrix. The wear-resistant block is made of cemented carbide (YG15) and is fixed to the matrix by bolts. It is easy to replace and low in cost. A transition guide is set between each module, and the surface is inlaid with a polytetrafluoroethylene wear-resistant layer with a friction coefficient of <0.1 to ensure a smooth transition of the material.
Flanging quality control is central to the design. The gap between the flanging punch and die is designed to be 1.05-1.1 times the material thickness. For 2mm thick material, the gap is set at 2.1-2.2mm. This ensures the verticality of the upright portion of the flanging while preventing excessive extrusion and material thickening. For flanging with apertures of φ5-φ30mm, a 15-30° guide cone is placed at the die opening to guide the material evenly upward, with a flange height tolerance of ±0.05mm. When parts require simultaneous internal and external flanging, a stepped punch is used, with the inner flanging punch 0.5-1mm longer than the outer one. This ensures proper force sequencing between the inner and outer flanging, preventing material interference and wrinkling.
The coordination of the bending and flanging processes is achieved through precise station layout. The distance between adjacent stations is determined according to the maximum contour size of the part, usually 50-150mm, to ensure that the semi-finished product after bending can smoothly enter the flanging station. The bending station is equipped with a press plate, and a nitrogen spring is used to provide a stable press force (5-15kN) to prevent material deviation during bending; the flanging station is equipped with an elastic ejector device, and the ejector force is 30%-50% of the flanging force to ensure that the part can be separated from the die in time after flanging. For large parts, a shaping module is set between the bending and flanging stations to eliminate the internal stress of the material through local pressure and reduce deformation in subsequent processes.

The feeding and positioning system utilizes a composite guide mechanism. The feed mechanism is a servo-driven rack-and-pinion system with a feed step accuracy of ±0.01mm. Lateral positioning is controlled by dual-sided guide plates (with a clearance of 0.1-0.2mm from the strip). Precision guide pins are installed at every three stations, aligning with the process holes in the strip. The clearance between the pins and the holes is 0.005-0.01mm, correcting for cumulative feeding errors. A pre-positioning device is installed before the flanging station. By aligning the locating pins with the part’s contour, the circumferential positioning error of the part is controlled to within 0.03mm, ensuring accurate flanging position.

The whole life cycle management is established for mold debugging and maintenance. During mold testing, pressure sensors are used to collect the forming force of each station, draw force-stroke curves, and optimize the bottom dead point position of the flanging punch (adjustment amount ±0.05mm). The wear-resistant block of the flanging die is checked every 50,000 pieces, and the inner hole size is measured by a laser diameter gauge. It is replaced when the wear amount is greater than 0.02mm; the contour of the bending punch is checked every 20,000 pieces, and the actual shape is compared with the design value using a three-coordinate measuring machine. When the deviation exceeds 0.03mm, it is repaired. Establish a mold health file, record the replacement parts and accuracy data of each maintenance, predict the life of wearing parts through big data analysis, formulate a replacement plan in advance, and reduce unplanned downtime.
